Daver Steels works in conjunction with a number of local specialist companies who provide a wide range of surface finishes and protective coatings for the products we manufacture for our clients
Please read on to gain an understanding of what is possible for your project.
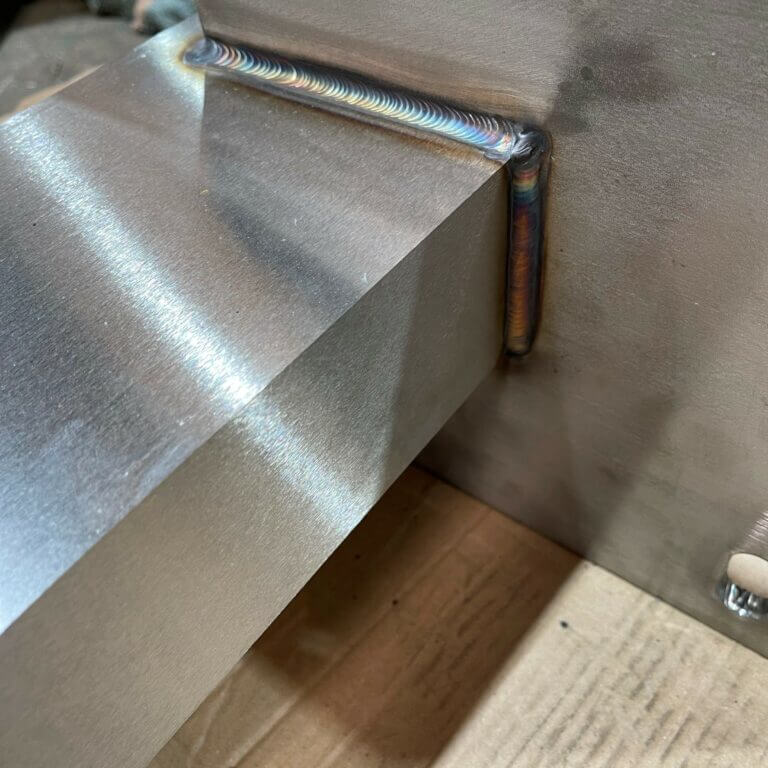
Stainless Steel
The specification of surface finish falls into 3 main headings:
As welded or mill finish
Satin polished
Bright polished
The specification of the surface finish can be an aesthetic consideration based on the final appearance required. However, it can have a significant effect on the in-service performance of a stainless steel component or fabrication.
The availability of the type of surface finish varies widely between sheet, plate and sections.
Please Note: Polishing terminology and the meaning of polishing terms varies widely across different industries. Your Sales contact will be happy to discuss your requirements.
Satin Polish
Satin polish can vary depending on expectations. We usually think of it as a matt finish.
Dull buffed: a uniform straight-grained finish usually achieved by 180-220 grit. Approximate Ra value of 1.25µm.
Satin polish: a clean-cut surface, not very reflective. Finished with 240 grit. Approximate Ra value of 0.5µm.
Sheets and plates can be cold-formed and folded with the use of a non-marking film to maintain the surface finish. Individual components of a fabrication can be polished prior to fabrication and welding. The completed fabrication can then be polished to blend in the welds and produce a uniform finish.
Pickling & Passivation
Pickling and Passivation are chemical treatments which remove any surface contaminants and help to re-establish the passive layer. This is generally a requirement for fabrications used in process engineering and water treatment plant, but can also have applications in construction.
Pickling
Welding stainless steel produces a coloured oxide layer and a depleted chromium layer. This can be removed using pickling pastes which remove this surface layer.
The colour can also be removed by mechanical methods, however this can also introduce other ferrous contaminants.
For some fabricated components it may be appropriate to immerse the entire fabrication in a pickling solution. These are usually solutions of nitric (HNO3) or hydrofluoric acid (HF). The solution removes any weld colour, scale, the depleted chromium layer and any other iron contaminants. It restores the fabrication to a uniform condition.
Passivation
Passivation aids the development of the passive film on the surface of stainless steel. This is usually a nitric acid solution (HNO3).
Both pickling and passivation use dangerous acid solutions and this process is usually undertaken by a specialist subcontractor.
Carbon Steel
Carbon steels do not perform well when left untreated, so it is always recommended that a minimum form of surface corrosion protection is applied post-fabrication. If there is a specification for the steelwork, reference should be made to this. If there is no specification, we would recommend galvanising or a basic primer be applied as a minimum.
Hot Dip Galvanising
Hot dip galvanising is the coating process of dipping steel in liquid Zinc (Zn) ensuring that steelwork is protected from corrosion throughout its life.
Galvanising is a commonly used form of corrosion protection for mild steel. It produces a versatile and tough, metallurgical coating. It is a single-coating operation that produces complete coverage and is generally maintenance-free. A key benefit of using Hot Dip Galvanising is its durability
The Galvanising Process
Galvanising is a corrosion protection process for steel, in which the steel is coated with zinc to prevent it from rusting. It requires a clean steel surface to form the coating. The fabrication is first immersed in an acid bath to pickle the surface clean (Note – Acid will not clean any oils, grease, paint or organic coating – these require cleaning with an appropriate solvent or caustic cleaner).
After pickling the acid is rinsed from the surface.
The fabrication is then dipped in a liquid zinc bath at 450-470 ֠C.
As the fabrication is steadily withdrawn from the bath, the galvaniser attends to any runs or drips to produce a clean coating.
The galvaniser then removes any lifting or hanging wires and fettles any spikes, runs or lumps of zinc that have formed. This level of cleaning may be sufficient for your application.
However, fabrications for timber engineering, solar shading or façade engineering will require further cleaning and fettling.
Likewise, fabrications that require subsequent painting or powder coating will also require further cleaning and fettling. A member of the Sales team will be able to talk to you about our experience for your application.
Practical Requirements
Most mild steel fabrications are suitable for galvanising. However, the fabrication needs a pattern of drilled holes or corner cutouts to ensure that the dipped piece can drain the molten zinc as it is withdrawn from the galvanising bath.
It is worth noting that some fabrications made from thin sections or complex shapes, incorporating differing section thicknesses, may distort due to the temperature of the bath. Such distortions are difficult to predict and also difficult to rectify if problematic.
Also, consideration should be given to the finished weight of galvanised steelwork as it will weigh heavier than the self-colour steel and may affect transport and lifting solutions.
Galvanising works by providing a protective barrier to the steel surface. The Zn corrodes in preference to the steel and is a sacrificial coating. The rate at which the Zn corrodes determines the life of the coating. Thicker coatings can give longer life protection. There are tables of indicative lifetime protection for the geographical and environmental exposure of galvanised fabrications.
When dipped the steel forms a layer of complex Fe-Zn compounds and a surface coating of pure Zn. Coating thicknesses are determined by EN ISO 1461. The usual galvanising process produces a coating of ~85µm thick.
The visual appearance of the final surface finish of a galvanised fabrication can vary. Usually, it is bright and shiny – sometimes with a characteristic galvanised ‘spangle’.
Heavier steel sections and thicker coatings result in a surface which can be a dark grey matt finish. The change in appearance does not alter the corrosion resistance of the coating. The coating thickness can also be determined by the base steel. Steels with higher silicon (Si) content also pick up a thicker coating.
Where a heavier galvanised coating is required for service life, thicknesses of 130µm can be achieved by shot blasting the surface prior to dipping.
Spin Galvanising
Spin galvanising is a process where the components are centrifuged after dipping in molten zinc. This is mostly used for fasteners and small components such as plate washers or serrated washers to maintain the definition and detail of the galvanised part. This generates a thinner coating thickness. The details are defined by EN ISO 1461. See Serrated Pads & Washers.
Painting or Powder Coating after Galvanising
Fabrications & parts can be painted after galvanising, the results of which are known as a duplex coating. This occurs when coatings such as paint or powder coatings are applied over the galvanised steel.
Beforehand the surface must be cleaned to remove all traces of contaminants such as oil, salts, grease or dirt. There are various methods used to prepare the surface before painting, the best of which is generally considered to be a process called T-Wash.
This requires a T-wash or mordant coating prior to the application of paint. The galvanised surface is T-washed, allowed to react and then to dry completely.
The paint system should be specifically formulated for use on galvanised steel. The choice ranges from single-coat paint systems through to multi-coat systems of either two-pack polyeurethanes, high-build epoxies or MIO. Selecting the correct system depends upon the environment and service requirements. Specialist paint manufacturers will be able to advise appropriately. These coatings are used to provide additional protection & increase the economic life of the steelwork, as well as a means of adding colour.
Piece size dimensions for galvanising.
Fabrications up to 7m long in a single dip are easily managed.
For larger pieces, fabrications up to 17m long in a single dip can be processed.
Smaller components and brackets can be processed by our approved spin galvanisers.
Talk to your sales contact about your options.
Shotblasting & Paint Coatings
Shotblasting is a preparation treatment, a process that removes rust and scale quickly and efficiently, leaving the surface prepared ready for priming. Applying a primer or undercoat to steel before painting enhances the adhesion of the coating to the steel surface. Priming and painting help prevent corrosion and oxidation which can improve the life of the steel. Paint systems for steel structures have developed over the years to comply with industrial environmental legislation and in response to demands for improved durability performance. Primers for steel are usually classified according to the main corrosion-inhibitive pigments used in their formula e.g. zinc phosphate primers and metallic zinc primers. We are often issued with paint specifications from a client. These outline instructions such as the coat thickness values for primers and the RAL colour required.